Barrel blanks are the cylindrical parts of firearms that are machined to become the finished gun barrel.
A typical barrel blank goes through precision machining operations before being finished, which when done right add significantly to the overall accuracy of the weapon.
The production of semi-finished products mainly consists of four main operations:
– deep drilling
– reaming
– honing
– grooving

Characteristics of the steels used:
Barrel blanks for airguns and floberts:
- 11,600... annealed, strength is approx. 600 MPa
Barrel blanks for pistols, revolvers and long guns:
- 15 230.3... annealed, strength is approx. 750 MPa
– the surface of the bore is strengthened to approx. 850 MPa by the extrusion process - 15 142.6... refined to approx. 1050 MPa
– the surface of the bore is strengthened to approx. 1250 MPa by the extrusion process
DRILLING
The deep hole drilling process, performed on precision equipment, allows deep holes to be drilled more accurately and efficiently than with a standard machining center. As a tool, a special gun drill is used with a continuous supply of cutting oil, which has the function of lubrication, cooling and at the same time removes steel chips from the hole with high pressure. Deep drilling is an extremely demanding process and it is necessary to ensure the straightness of the hole and the quality of the machined surface. Gun drills for the barrel blanks of handguns have diameters from 4 mm to 20 mm. The gun drill can achieve an extremely high depth to bore diameter ratio of up to 200:1 without losing the straightness or roundness required for precision rifle barrels.
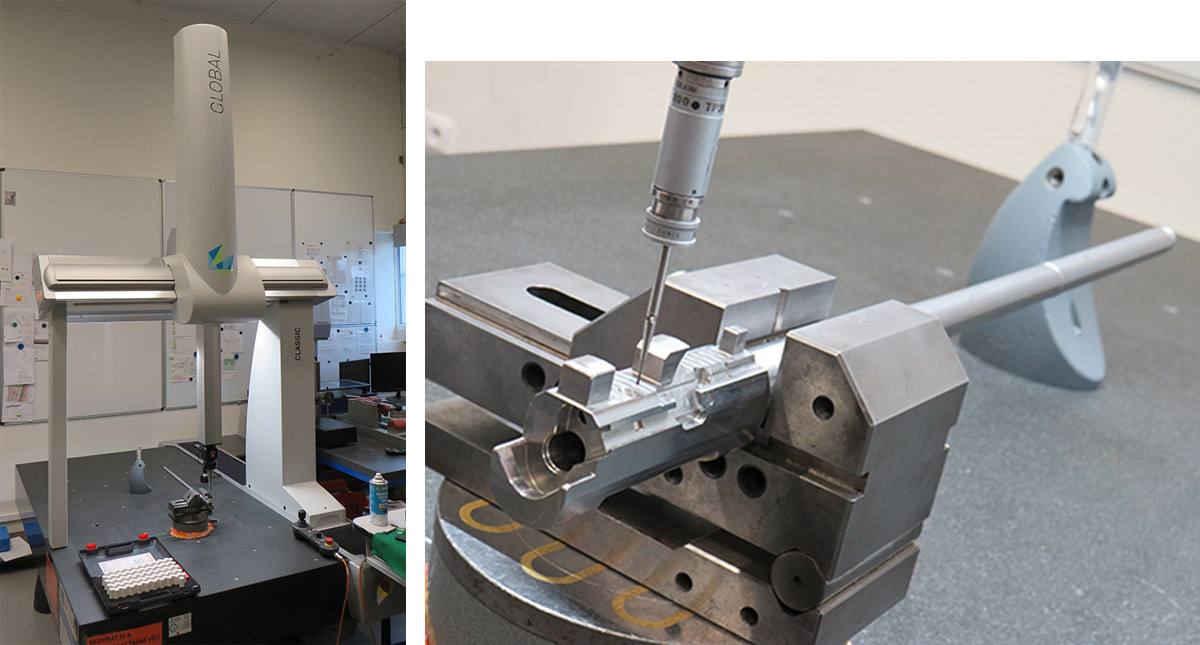
Measurement
After the drilling operation, the drilled diameter is checked, the shape and position tolerances, and the surface quality are checked as well. The tolerance after drilling itself is – 0.02 / +0.05 mm depending on the drilled material. Surface roughness Ra 1.6.
REAMING
The tension reaming process is used to finish the bore of the barrel and provide a dimensionally correct inside diameter (ID) and smooth finish to prepare the barrel blank. The reamer tool has multiple cutting edges that remove a minimal amount of material from the inside diameter and smooth any cutting marks that may appear during drilling.
Reaming is done on precision reaming equipment, which is based on the same precision and adjustment as drilling machines. The reaming process also relies on the same high-pressure cooling and filtration systems to ensure a powerful and clean process.
Reaming tools are drawn through the drilled blank using only tool rotation and deliver coolant directly to the cutting surface to force the reaming chips from the rear workpiece, ensuring a clean process that does not damage the finish during operation. The result is an extremely consistent, uniform barrel diameter that will shoot with extreme accuracy.
Reaming measurement
After the barrel blanks are reamed, they are cleaned of oil and measured for roundness and internal finish. Typically, a barrel blank finish of 8 µin or better will be acceptable to maximize accuracy and function when the blanks are machined into rifle barrels and used on the firearm. For reamed barrel blanks, straightness tolerances are also often checked using a calibration pin.


HONING - POLISHING
This operation achieves high hole accuracy and a mirror-like surface. The operation itself takes place by counter-rotating the barrel blank and a special tool. The whole process is again under the high pressure of a special honing oil.
Measurement after honing - polishing
After this operation, the holes of the blanks are checked by measuring the diameter and the quality of the surface treatment is checked. By honing and polishing, a surface finish of Ra 0.4 is achieved.


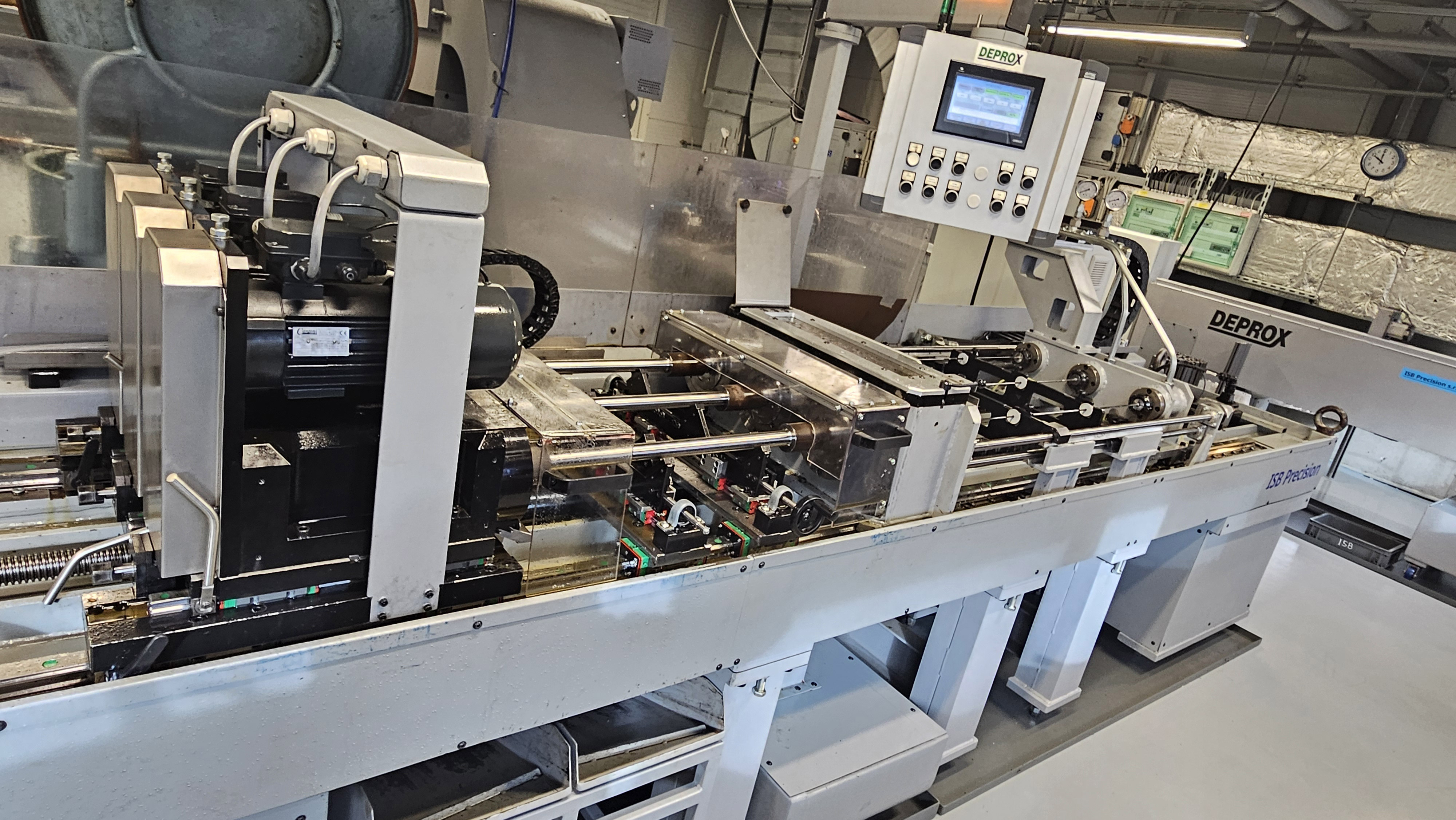
EXTRUSION - MAKING THE GROOVED HOLE
Extrusion is a cold forming process. It is a classic method proven for many decades that this method has been used with excellent barrel accuracy results. The tool itself is designed according to the required caliber and the quality of steel used. Our company uses an original printing process on a special single-purpose machine. The feed is provided by a servo drive which is numerically controlled. Thanks to this, and the high precision of the punching mandrels, barrels made from our blanks achieve above-standard precision and durability.
Measuring the finished bore
Each manufactured piece goes through a control process of measuring dimensions, checking the quality of the surface, the straightness of the hole and the helix pitch.
ENSURING QUALITY STANDARDS
The company ISB Precision places the highest emphasis on the quality of production.
Thanks to a reliable system, state-of-the-art equipment and qualified employees, high quality and repeatability of production is achieved.