Polotovary hlavně jsou válcovité součásti střelných zbraní, které jsou opracovány tak, aby se staly hotovou hlavní zbraně.
Typický polotovar hlavně prochází před dokončením přesnými operacemi obrábění, které při správném provedení výrazně přispívají k celkové přesnosti zbraně.
Výroba polotovarů hlavní spočívá ve čtyřech hlavních operacích:
– hluboké vrtání
– vystružování
– honování
– protláčení drážek

Charakteristika používaných ocelí:
Polotovary hlavní pro vzduchovky a flobertky:
- 11 600… normalizačně žíháno, pevnost je cca 600 MPa
Polotovary hlavní pro pistole, revolvery a dlouhé zbraně:
- 15 230.3… normalizačně žíháno, pevnost je cca 750 MPa
– procesem protlačování se povrch vývrtu zpevňuje na cca 850 MPa - 15 142.6… zušlechtěno na cca 1050 MPa
– procesem protlačování se povrch vývrtu zpevňuje na cca 1250 MPa
VRTÁNÍ
Proces vrtání hlubokých otvorů, prováděný na přesných zařízeních, umožňuje vrtání hlubokých otvorů přesněji a efektivněji než se standardním obráběcím centrem. Jako nástroj se používá speciální dělový vrták s průchozím přívodem řezného oleje, který má funkci mazací, chladící a zároveň vysokým tlakem odstraňuje ocelové třísky z otvoru. Hluboké vrtání je extrémně náročný proces a je nutno zajistit přímost otvoru a kvalitu opracovaného povrchu. Dělové vrtáky pro polotovary hlavní ručních palných zbraní mají průměry od 4 mm až do průměru 20mm. Dělový vrták může dosáhnout extrémně vysokého poměru hloubky k průměru otvoru až 200:1, aniž by došlo ke ztrátě přímosti nebo kulatosti potřebné pro přesné hlavně pušek.
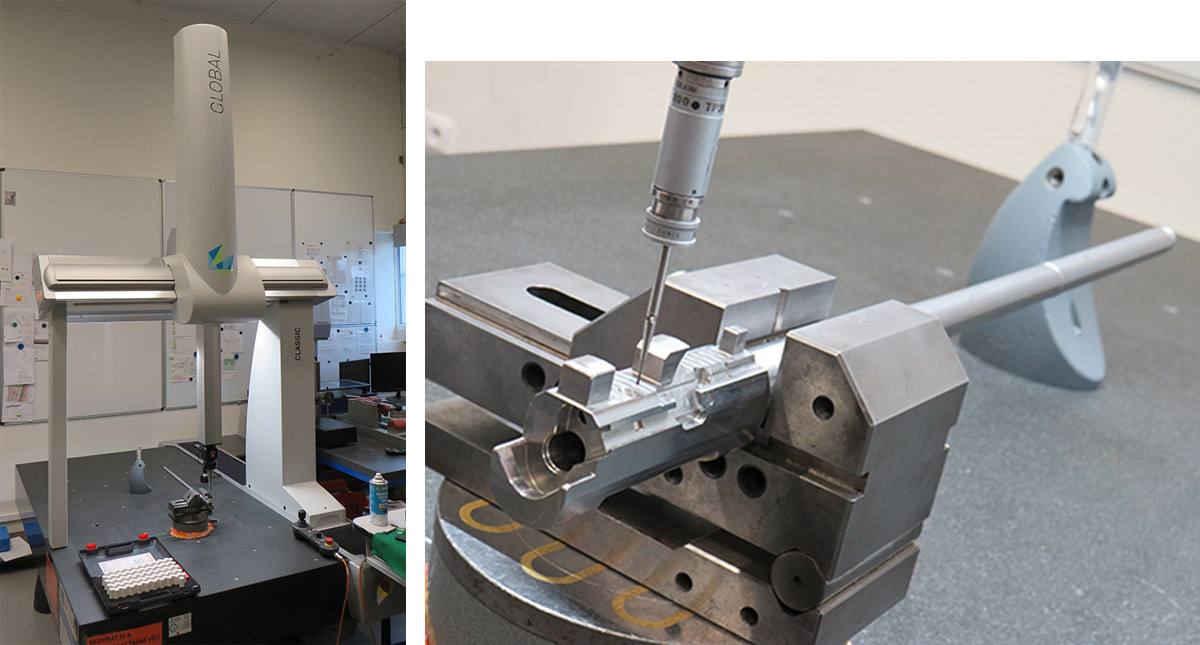
Měření
Po operaci vrtání probíhá kontrola vrtaného průměru, kontrolují se tolerance tvaru a polohy, dále kvalita povrchu. Tolerance po samotném vrtání je – 0,02 / +0,05 mm dle vrtaného materiálu. Drsnost povrchu Ra 1,6.
VYSTRUŽOVÁNÍ
Proces tahového vystružování se používá k dokončení vnitřního vývrtu hlavně a zajištění rozměrově správného vnitřního průměru (ID) a hladké povrchové úpravy pro přípravu polotovaru hlavně. Vystružovací nástroj má několik břitů, které odstraňují minimální množství materiálu z vnitřního průměru a vyhlazují jakékoli řezné stopy, které se mohou objevit při vrtání.
Vystružování se provádí na přesném vystružovacím zařízení, které je založeno na stejné přesnosti a seřízení jako u vrtacích strojů. Proces vystružování také spoléhá na stejné vysokotlaké chladicí a filtrační systémy, aby byl zajištěn výkonný a čistý proces.
Vystružovací nástroje se protahují vrtaným polotovarem pomocí rotace pouze nástroje a přivádějí chladicí kapalinu přímo na řeznou plochu, aby vytlačily třísky vystružování ze zadní části obrobku, což zajišťuje čistý proces, který během provozu nepoškodí povrchovou úpravu. Výsledkem je extrémně konzistentní, stejnoměrný průměr hlavně, který bude střílet s extrémní přesností.
Měření vystružování
Po vystružení se polotovary hlavní očistí od oleje a změří se na kruhovitost a vnitřní povrchovou úpravu. Obvykle bude přijatelná povrchová úprava polotovaru hlavně 8 µin nebo lepší, aby se maximalizovala přesnost a funkce, když jsou polotovary opracovány do hlavně pušek a použity na střelné zbrani. U vystružených polotovarů hlavně se často kontrolují tolerance přímosti také pomocí kalibračního čepu.


HONOVÁNÍ - LEŠTĚNÍ
Touto operací se dosahuje vysoké přesnosti otvoru a zrcadlově lesklého povrchu. Samotná operace probíhá protisměrnou rotací polotovaru hlavně a speciálního nástroje. Celý proces je opět pod vysokým tlakem speciálního honovacího oleje.
Měření po honování – leštění
Po této operaci se otvory polotovarů zkontrolují měřením průměru a zkontroluje se kvalita opracování povrchu. Honováním leštěním se dosahuje opracování povrchu Ra 0,4.


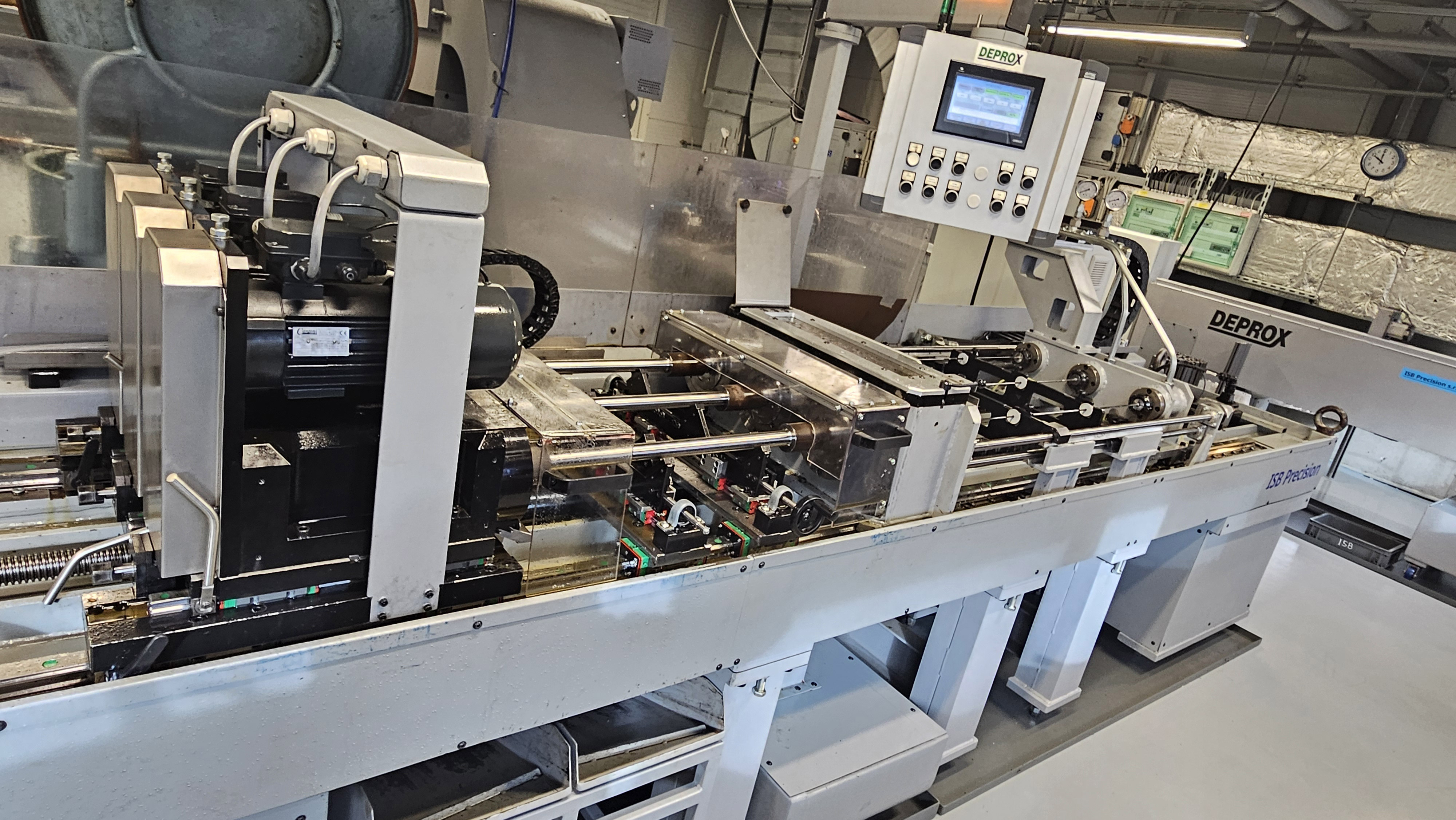
PROTLAČOVÁNÍ – ZHOTOVENÍ SAMOTNÉHO DRÁŽKOVANÉHO VÝVRTU
Protlačování je proces tváření za studena. Je to klasická metoda ověřená po mnohá desetiletí co se tato metoda používá s výbornými výsledky přesnosti hlavně. Samotný nástroj je navržen dle požadované ráže a použité jakosti oceli. Naše firma používá originální tlačný proces na speciálním jednoúčelovém stroji. Posuv je zajištěn servopohonem, který je numericky řízen. Díky tomu, a vysoké přesnosti protlačovacích trnů, dosahují hlavně vyrobené z našich polotovarů nadstandartní přesnosti a životnosti.
Měření hotového vývrtu
Každý vyrobený kus prochází kontrolním procesem měření rozměrů, kontrolou kvality povrchu, přímosti otvoru a stoupání šroubovice.
ZAJIŠTĚNÍ STANDARDŮ KVALITY
Společnost ISB Precision klade nejvyšší důraz na kvalitu produkce.
Díky spolehlivému systému, nejmodernějšímu vybavení a kvalifikovaným zaměstnancům je dosahováno vysoké kvality a opakovatelnosti produkce.